-
 Email: [email protected]
Email: [email protected]
-
 Phone: +86-18021988367
Phone: +86-18021988367
 English
English
Produkt
Séria CKX - Prispôsobiteľný dvojvretenový sústružnícky a frézovací stroj





- POPIS
- TECHNICKÉ PARAMETRE
- KONTAKTUJTE NÁS
TECHNICKÉ PARAMETRE
 | Základný úvod |
| Hlava vretena / Hodnota krútiaceho momentu |  |
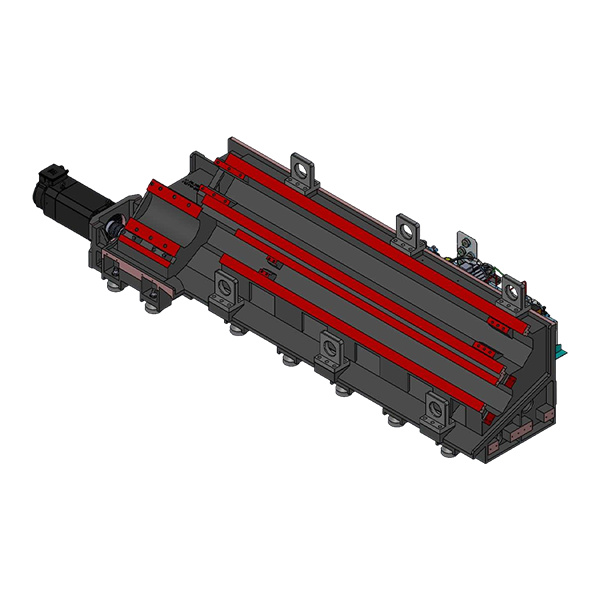
 | Smutný dle · Os Y má dvojito tvrdené usporiadanie vodiacej dráhy, ktoré zväčšuje efektívne rozpätie a poskytuje optimálnu tuhosť pre rezný posuv. |
| Kompenzácia osi Y · Os X využíva konfiguráciu s dvojitou tvrdou koľajnicou, ktorá zvyšuje efektívny rozsah a poskytuje optimálnu tuhosť pre rezný posuv. |  |
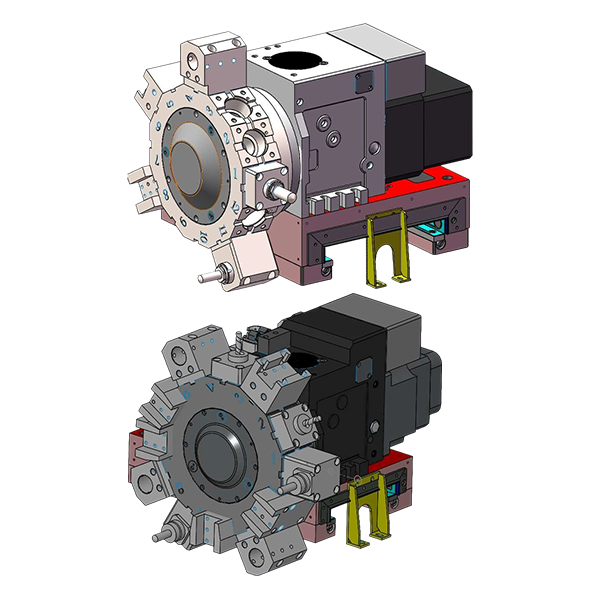 | Sila Vežička CKX750 |
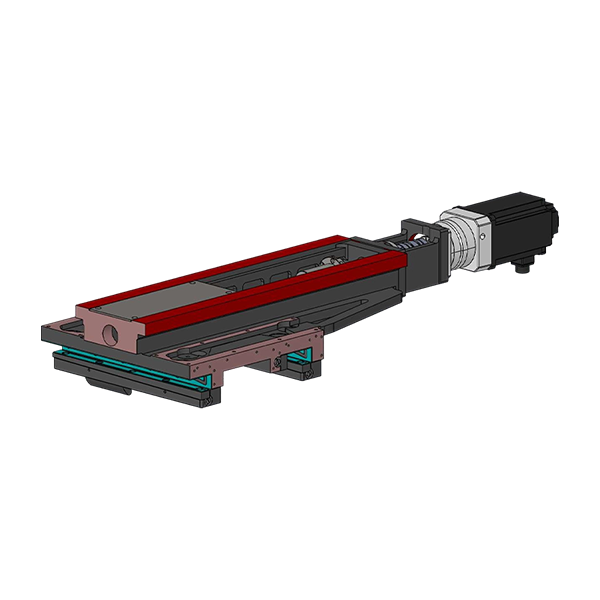
| Koník Os W využíva dvojito tvrdené usporiadanie vodiacich dráh, ktoré zvyšuje efektívny rozpätie a poskytuje optimálnu tuhosť posuvu. | 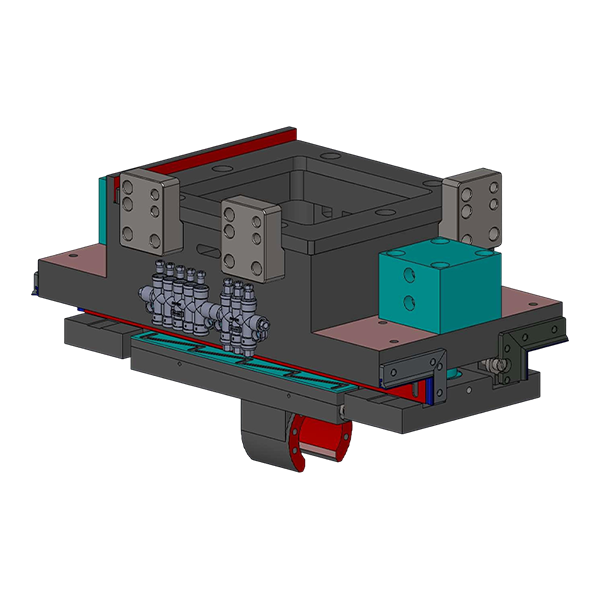 |
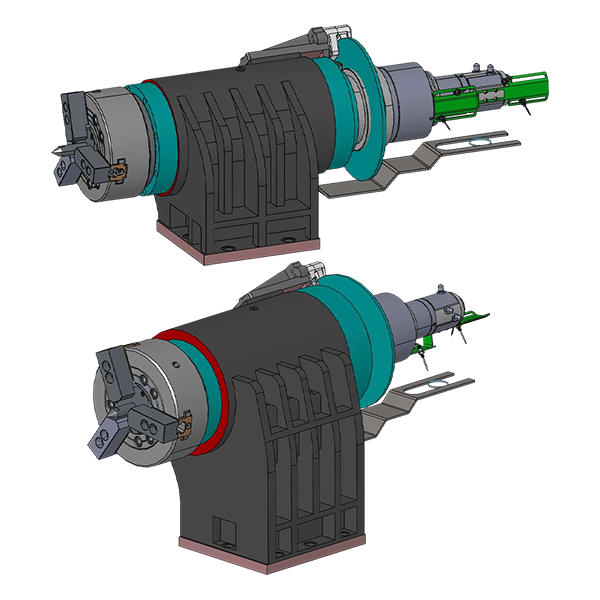 | Elektrické vreteno CKX750 |
| centrum Oddych |  |


O NÁS
Venované výhradne zdokonaľovaniu technológie sústruženia a frézovania
, založená v roku 2015, funguje ako integrovaný výrobný a obchodný podnik, ktorý rieši všetko od výskumu a vývoja a výroby až po predaj a servis. Vybavení pokročilými obrábacími zariadeniami, ako sú CNC portálové obrábacie centrá, povrchové brúsky a brúsky vodiacich dráh, udržiavame prísnu kontrolu kvality počas celého výrobného procesu – od odlievania a montáže až po predaj hotových strojov a popredajnú podporu. Naše obrábacie stroje sú široko uznávané pre svoj inovatívny dizajn, spoľahlivý výkon, vysokú presnosť, vynikajúcu nákladovú efektívnosť a komplexný servis.
-
0
 Založiť v
Založiť v
-
0+
 Oblasť budovy
Oblasť budovy
-
0+
 zamestnancov
zamestnancov
-
0+
 Krajina exportu
Krajina exportu

ČESTNÉ OSVEDČENIE
CERTIFIKÁT





Venujte pozornosť našim najnovším novinkám a výstavám
 Zobraziť všetky novinky
Zobraziť všetky novinky
Správy a štatistiky
-
 Správy z priemyslu
Správy z priemyslu -
Správy z priemyslu
-
Správy z priemyslu
-
Správy z priemyslu
ZNALOSTI PRIEMYSLU
Keď Turn-Mill Composite skutočne porazí „Sústruh“
A efektívne obrábanie sústružníckeho kompozitného obrábacieho stroja ukazuje svoju výhodu, keď súčiastka potrebuje viacnásobné konverzie základov (sústruženie, frézovanie, vŕtanie, závitovanie, excentrické prvky, šikmé otvory) a tolerančný reťazec je tesný. Ak presúvate diel medzi strojmi, každé opätovné upnutie pridáva chybu plus „skryté náklady“ na čas nastavenia a kontrolu počas procesu.
- Časti s koaxiálnymi prizmatickými vlastnosťami: jedno upnutie lepšie zachováva sústrednosť a skutočnú polohu.
- Stredné dávky s častými výmenami: menej prípravkov a menej ofsetov znižuje čas bez rezania.
- Diely s vysokou hodnotou: riziko šrotu klesá, keď je proces konsolidovaný a monitorovaný v jednom riadiacom systéme.
V našej vlastnej línii sa výskum, vývoj a zlepšovanie procesov sústreďujeme na jednu vec – technológiu sústružníckych fréz – takže rýchlosť iterácie zostáva vysoká a platforma sa stáva zrelší s nižšou mierou zlyhania časom.
Základná stratégia: Ako chrániť sústrednosť a skutočnú pozíciu
Na sústružníckom frézovacom kompozite vaše najväčšie zvýšenie presnosti často pochádza z plánovania základov, a nie z naháňania špecifikácií na úrovni mikrónov. Cieľom je udržať funkčné povrchy vo vzťahu k stabilnému základu nastavenému vo všetkých operáciách.
Praktické pravidlá, ktoré znižujú hromadenie tolerancií
- Najprv otočte primárny umiestňovací priemer a plochu, potom vyfrézujte prvky, ktoré odkazujú na tieto povrchy.
- Použite sondovanie na „uzavretie slučky“ po hrubovaní, pred dokončením kritických vzorov.
- Vyhnite sa opätovnému upnutiu, pokiaľ to nie je nevyhnutné; ak je to potrebné, obnovte nulový bod pomocou sondy vo vretene a vyhradených funkcií lokalizácie.
- Udržujte dráhy nástroja konzistentné s vaším GD&T: povrchy, ktoré riadia toleranciu, dokončite ako posledné, aby ste minimalizovali deformačné efekty.
Bežnou chybou kupujúcich je „nakupovanie špecifikácií“ pri ignorovaní základnej disciplíny. V reálnej produkcii, kontinuita jedného nastavenia je zvyčajne väčšia páka.
Os B vs. pevné frézovanie: Čo získate, čo musíte ovládať
Pridaním osi B (alebo ekvivalentnej schopnosti viacosového frézovania) sa rozšíri obálka prvkov – uhlové plochy, zložené otvory, frézovanie voľného tvaru – bez sekundárnych nastavení. Kompromisom je, že na kalibrácii a procesnej disciplíne záleží viac.
| Schopnosť | Najvhodnejšie aplikácie | Kľúčový kontrolný bod |
|---|---|---|
| Frézovanie s pevným uhlom | Štrbiny, plošky, kruhy skrutiek | Stabilita odsadenia vretena voči obrobku |
| B-osové / viacosové frézovanie | Uhlové otvory, obežné kolesá, zložité plochy | Kalibrácia rotačnej osi overenie sondy |
Ak sú vaše diely väčšinou 2,5D frézované na sústruženom polotovare, možno nebudete potrebovať plnú viacosú. Ak to však urobíte, uistite sa, že výrobca má osvedčenú metódu kalibrácie a podporuje overovacie postupy – tu môže výrobca zameraný na výskum a vývoj uľahčiť vlastníctvo.
Čipová kontrola: Skrytý determinant doby prevádzkyschopnosti pri obrábaní kompozitov
Kompozitné rezanie sústružníckym frézovaním vytvára zmiešané typy triesok: dlhé sústružnícke triesky, zlomené frézovacie triesky a vláknité vŕtacie triesky. Odvádzanie triesok nie je kozmetické – má vplyv na povrchovú úpravu, životnosť nástroja, alarmy zaťaženia vretena a dokonca aj opotrebovanie osi, ak triesky recirkulujú.
Čo zapracovať do procesu
- Na sústruženie používajte geometriu lámača triesok; „nevynucujte“ lámanie triesky nadmerným podávaním, ak to poškodí povrch.
- Sekvenčné operácie, aby ťažké sústruženie nezakrývalo jemné frézovacie prvky pod trieskami.
- Vysokotlaková chladiaca kvapalina je najcennejšia na hlboké vŕtanie, upichovanie a lepivé materiály.
- Sledujte nabaľovanie triesok okolo pomocného vretena/sekundárneho upínacieho priestoru; je častým zdrojom neočakávaných výpadkov.
Pri hodnotení strojov sa pýtajte na dizajn odvodu triesok a použiteľnosť. V skutočných obchodoch, stabilita čipu sa často rovná stabilite výroby .
Tepelné správanie: Prečo sa stáva „dobré ráno, popoludnie zlé“.
Kompozitné stroje sústreďujú viac zdrojov tepla do jedného krytu: hlavné vreteno, frézovacie vreteno, servá, guľôčkové skrutky a často aj druhé vreteno. S posunom teploty sa zväčšujú aj stredové body nástroja a rast vretena – obzvlášť viditeľné na dlhých častiach alebo hlbokých otvoroch.
Obchodná taktika na stabilizáciu presnosti
- Zahrejte sa pomocou reprezentatívnych otáčok vretena a pohybu osí, nielen chodu naprázdno.
- Po dosiahnutí stabilného tepelného stavu stroja dokončite kritické priemery/otvory.
- Na kompenzáciu použite sondovanie: zmerajte referenčný prvok a opravte odchýlky pred konečnými priechodmi.
- Ak je vaša tolerancia tesná, štandardizujte teplotu chladiacej kvapaliny a počas dokončovania nechajte dvierka skrine zatvorené.
Praktický postreh: opakovateľnosť vychádza z tepelnej konzistencie viac ako jednorazové kontroly geometrie.
Správa nástrojov: Ako zabrániť kolíziám a skrátiť čas bez rezania
Pretože systémy sústružníckych a frézovacích nástrojov zdieľajú rovnakú pracovnú obálku, správa nástrojov je pákou produktivity aj bezpečnostnou požiadavkou. Kolízie často pochádzajú z prehliadnutých zmien dĺžky nástroja, zle nastavených korekcií obrobku alebo zmiešaných súradnicových konvencií medzi cyklami sústruženia a frézovania.
Procesné kontroly sa oplatí štandardizovať
- Udržiavať a efektívne obrábanie sústružníckeho kompozitného obrábacieho stroja knižnica s overenými meracími dĺžkami a limitmi vysunutia; uzamknúť úpravy za povoleniami.
- Ak je to možné, použite strojové meranie na prednastavovači nástroja, aby ste včas zachytili posun posunu.
- Štandardizovať bezpečné roviny pre sústruženie aj frézovanie; vyhnúť sa „vlastným bezpečným lietadlám“ na programátora.
- Zaveďte protokol suchého chodu pre nové programy: znížený posuv, jeden blok a zaostrenie na kontrolu kolízie v blízkosti skľučovadla/čeľustí.
Aj preto máme náhradné diely a technickú podporu venovanú jednému typu stroja: rýchla odozva má najväčší význam, keď sa snažíte chrániť dobu prevádzky.
Voľby upínania obrobkov, ktoré robia alebo rozbíjajú kompozitné obrábanie
Pri kompozitnej práci na rotačnej fréze robia skľučovadlo a čeľuste viac než len držanie – definujú základ, ovplyvňujú kruhovitosť a určujú, či sú operácie prenosu stabilné. Prílišné upnutie môže deformovať tenkostenné časti; nedostatočné upnutie spôsobuje mikropreklz, ktorý ničí povrchovú úpravu a presnosť polohy.
Bežné scenáre a osvedčené postupy
- Tenké rúrky / krúžky: použite mäkké čeľuste vyvŕtané pri rovnakej upínacej sile ako pri výrobe; dokončiť kritické ID po stabilizácii stresu.
- Dlhé hriadele: použite koník/podperu alebo stabilné riešenia; uprednostnite ovládanie vibrácií pred zvýšením rýchlosti.
- Prenos na pomocné vreteno: pridajte lokalizačný prvok (pilot/rameno), aby druhé uchopenie odkazovalo na známy povrch.
- Frézovanie s vysokým krútiacim momentom na sústruženom materiáli: skontrolujte ozubenie čeľustí a kontaktný vzor; slabý kontakt je tichým zdrojom vravy.
Ak chcete rýchle vyhodnotenie: najprv vylepšite uchytenie obrobku, potom vylaďte parametre – zmeny uchopenia môžu priniesť okamžité zlepšenie výnosu .
sa špecializuje na
výskum a vývoj, výroba a predajné služby v rámci obrábacích strojov
priemyslu. Zákazkový CNC sústružnícky a frézovací stroj a Továreň na CNC sústruženie a frézovanie kompozitných centier.
Skúsený personál a odborníci sú vám vždy k dispozícii
odborné vedenie a riešenie technických problémov.
Produkt
Prečo práve my
Redakcia redakcie
Rýchle odkazy
Autorské práva © Xuancheng Huzheng Machinery Trading Co., Ltd. Rights Reserved.

